R.M. White Company Installations
 Overhead utility piping insulation inside production area at a food production facility.
Overhead utility piping insulation inside production area at a food production facility.
 Food product piping, subject to CIP, inside production area. Insulated with Iso, vapor barrier, and .030 PVC jacketing.
Food product piping, subject to CIP, inside production area. Insulated with Iso, vapor barrier, and .030 PVC jacketing.
 Tube and shell ammonia heat exchanger for hot glycol inside production area. Insulated with styro, vapor barrier, and .030 PVC jacketing.
Tube and shell ammonia heat exchanger for hot glycol inside production area. Insulated with styro, vapor barrier, and .030 PVC jacketing.
 Large ammonia control valve station feeding Blast Freezer and food production equipment. Insulated with styro, vapor barrier, and .016 embossed aluminum jacketing.
Large ammonia control valve station feeding Blast Freezer and food production equipment. Insulated with styro, vapor barrier, and .016 embossed aluminum jacketing.
 Roof ducting insulated using 2” Styrofoam™ board with 60mil rubber roofing membrane. We have since changed to 45mil TPO membrane for its weldability.
Roof ducting insulated using 2” Styrofoam™ board with 60mil rubber roofing membrane. We have since changed to 45mil TPO membrane for its weldability.
 -50°F LTR ammonia vessel in a compressor room, insulated using double layer styro curved segments and RMW angled heads, vapor barrier, and jacketed with .020 SE Alum. Piping insulated with styro, vapor barrier, and .030 PVC jacketing.
-50°F LTR ammonia vessel in a compressor room, insulated using double layer styro curved segments and RMW angled heads, vapor barrier, and jacketed with .020 SE Alum. Piping insulated with styro, vapor barrier, and .030 PVC jacketing.
 Pedestal mounted Ammonia HTR in a compressor room. Insulated using double layer styro curved segments and RMW angled heads, vapor barrier, and jacketed with .020 SE Alum.
Pedestal mounted Ammonia HTR in a compressor room. Insulated using double layer styro curved segments and RMW angled heads, vapor barrier, and jacketed with .020 SE Alum.
 Roof mains showing aligned clips and stop-bands to limit jacket walking.
Roof mains showing aligned clips and stop-bands to limit jacket walking.
Display more photos
 Ammonia surge drum mounted atop air handler and associated piping.
Ammonia surge drum mounted atop air handler and associated piping.
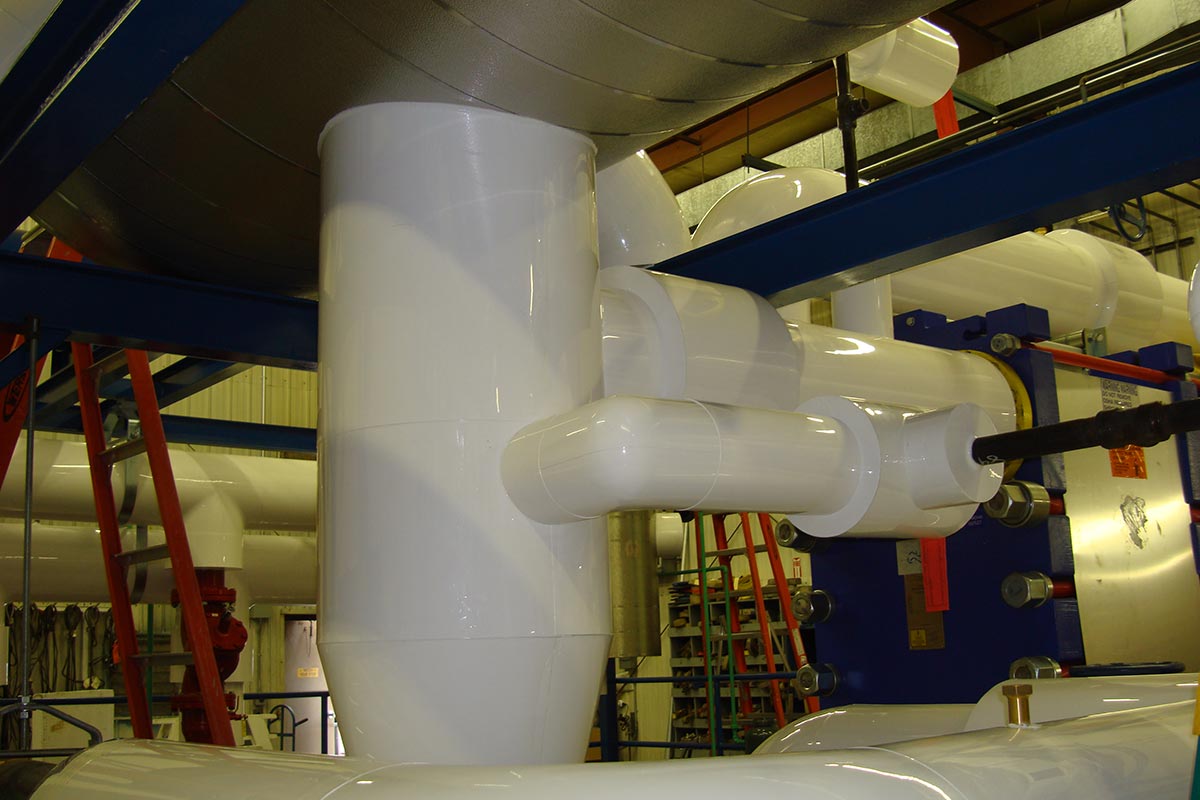
 Custom designed split ammonia surge drum feeding 2 separate production lines in production area at a food production facility. Insulated using RG-2400, styro, vapor barrier, and .030 PVC jacketing.
Custom designed split ammonia surge drum feeding 2 separate production lines in production area at a food production facility. Insulated using RG-2400, styro, vapor barrier, and .030 PVC jacketing.
 Ammonia/Glycol chiller package with color-coded .030 PVC jacketing.
Ammonia/Glycol chiller package with color-coded .030 PVC jacketing.
 Detail of ammonia insulation out of surge drum.
Detail of ammonia insulation out of surge drum.
 Detail of Ammonia insulation around surge drum and chiller head, close piping once insulated.
Detail of Ammonia insulation around surge drum and chiller head, close piping once insulated.
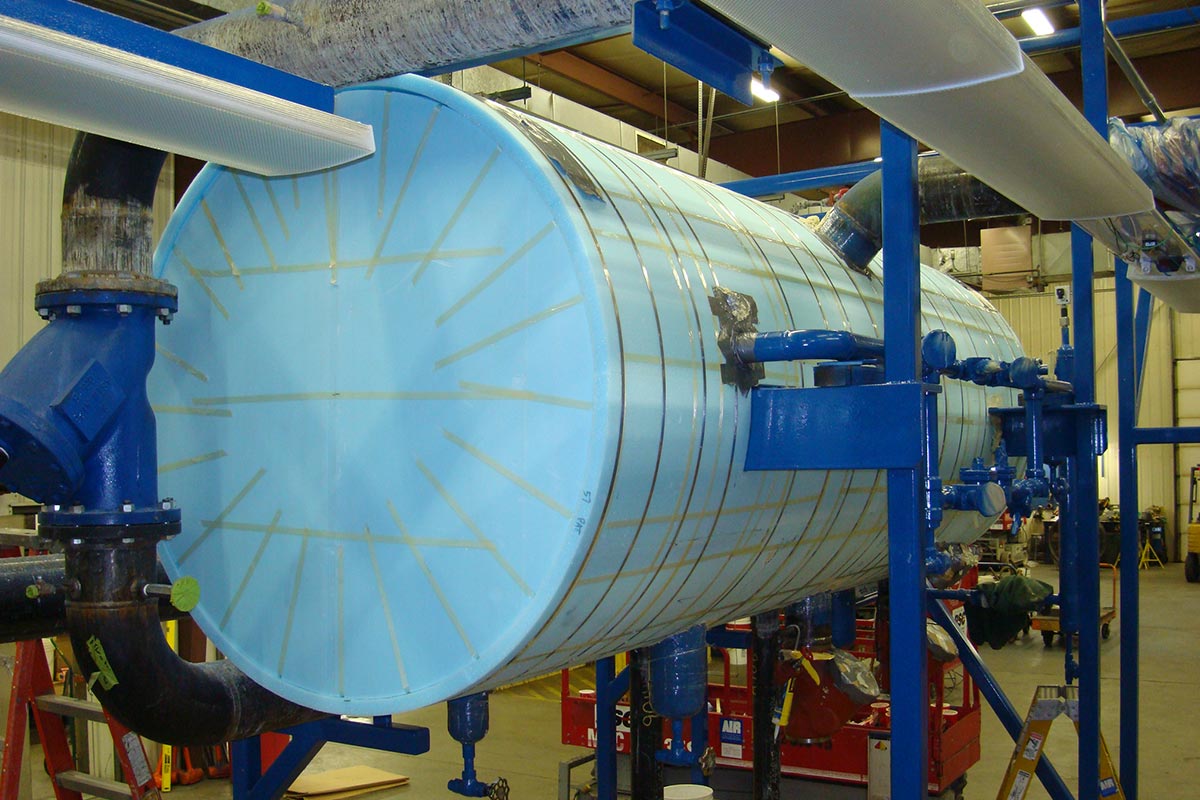
 Horizontal ammonia vessel with styro segments and flat heads installed, in the process of filling penetrations and heads with pour foam.
Horizontal ammonia vessel with styro segments and flat heads installed, in the process of filling penetrations and heads with pour foam.
 Horizontal ammonia vessel finished with vapor barrier (not shown) and .020 Emb Alum jacketing.
Horizontal ammonia vessel finished with vapor barrier (not shown) and .020 Emb Alum jacketing.
 Ammonia and glycol piping for horizontal ammonia vessel.
Ammonia and glycol piping for horizontal ammonia vessel.
 Liquid leg detail for horizontal ammonia vessel.
Liquid leg detail for horizontal ammonia vessel.
 Section view of check valve showing how the pour foam fills voids and bonds to adjacent styro insulation. Check valve required relocation.
Section view of check valve showing how the pour foam fills voids and bonds to adjacent styro insulation. Check valve required relocation.
 Section view Y-globe valve that was in the process of insulation when a change-order was issued for relocation. Note the bonnet had not been foamed-in yet.
Section view Y-globe valve that was in the process of insulation when a change-order was issued for relocation. Note the bonnet had not been foamed-in yet.
 Large plate heat exchanger the customer wanted insulated, with RG-2400 (not shown).
Large plate heat exchanger the customer wanted insulated, with RG-2400 (not shown).
 Ammonia chiller package insulated using RG-2400, Styro, vapor barrier, and embossed aluminum jacketing.
Ammonia chiller package insulated using RG-2400, Styro, vapor barrier, and embossed aluminum jacketing.
 Insulated small plate heat exchanger for ammonia chiller package.
Insulated small plate heat exchanger for ammonia chiller package.
 Ammonia chiller package insulated using RG-2400, Styro, vapor barrier, and embossed aluminum jacketing.
Ammonia chiller package insulated using RG-2400, Styro, vapor barrier, and embossed aluminum jacketing.
 Detail of regulation valve groups for ammonia chiller package. Insulated using oversize covering filled with pour foam and notched for valve stem access, leaving packing nuts exposed for service.
Detail of regulation valve groups for ammonia chiller package. Insulated using oversize covering filled with pour foam and notched for valve stem access, leaving packing nuts exposed for service.
Bad Installations
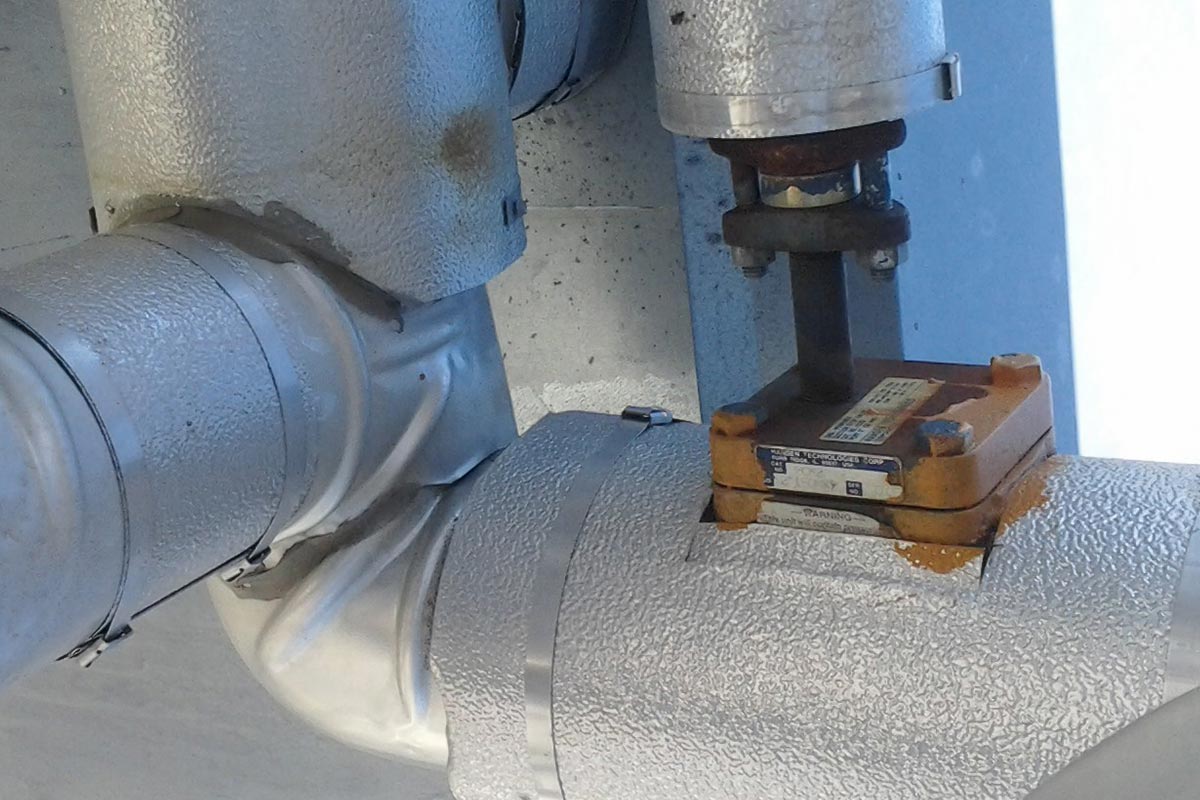
 Insulation voids around valve, missing support saddle, no sealant around valve bonnet, metal jacketing touching valve body, caps are not rolled.
Insulation voids around valve, missing support saddle, no sealant around valve bonnet, metal jacketing touching valve body, caps are not rolled.
 Massive voids within head insulation/misuse of spray foam, no silicone on curved segments, no bands (strapping) on curved segments.
Massive voids within head insulation/misuse of spray foam, no silicone on curved segments, no bands (strapping) on curved segments.
 Massive voids within valve cover insulation/misuse of spray foam, poor fit/finish, punctures in jacketing/vapor barrier from screws.
Massive voids within valve cover insulation/misuse of spray foam, poor fit/finish, punctures in jacketing/vapor barrier from screws.
 No sealant around lifting eye or fitting, incorrect insulation order; note how the vessel jacketing butts to pipe fitting cover creating an easy path for moisture intrusion.
No sealant around lifting eye or fitting, incorrect insulation order; note how the vessel jacketing butts to pipe fitting cover creating an easy path for moisture intrusion.
 Insulation voids around valve, missing support saddle, no sealant around valve bonnet, metal jacketing touching valve body, caps are not rolled.
Insulation voids around valve, missing support saddle, no sealant around valve bonnet, metal jacketing touching valve body, caps are not rolled.
 Wrong materials used (duct tape) resulting in mold from moisture under vapor barrier, insufficient taping and lack of adhesive on pipe covering.
Wrong materials used (duct tape) resulting in mold from moisture under vapor barrier, insufficient taping and lack of adhesive on pipe covering.
Display more photos
 No staggered joints on pipe covering, insufficient taping on pipe covering, lack of covering adhesive (not shown).
No staggered joints on pipe covering, insufficient taping on pipe covering, lack of covering adhesive (not shown).
 Inconsistent insulation thickness, inconsistent/not sealed vapor barrier, lack of filament tape around fitting; note the crack at fitting cover joint on the heel.
Inconsistent insulation thickness, inconsistent/not sealed vapor barrier, lack of filament tape around fitting; note the crack at fitting cover joint on the heel.
 Massive void/misuse of spray foam, insufficient taping of pipe covering, incorrect insulation order; note how the main jacketing butts to pipe penetration jacketing creating an easy path for moisture intrusion.
Massive void/misuse of spray foam, insufficient taping of pipe covering, incorrect insulation order; note how the main jacketing butts to pipe penetration jacketing creating an easy path for moisture intrusion.
 Missing vapor barrier on fitting cover, lack of adhesive/sealant at foam ell butt joints creating large voids (short circuit).
Missing vapor barrier on fitting cover, lack of adhesive/sealant at foam ell butt joints creating large voids (short circuit).
 Multiple voids from spray foam, lack of taping on pipe and valve covering, poor fitment of valve covering.
Multiple voids from spray foam, lack of taping on pipe and valve covering, poor fitment of valve covering.
 Large void in pipe covering, wrong size pipe covering next to missing fitting cover, misuse of spray foam.
Large void in pipe covering, wrong size pipe covering next to missing fitting cover, misuse of spray foam.
 Incorrect insulation order, large voids/misuse of spray foam, insufficient taping of foam covering.
Incorrect insulation order, large voids/misuse of spray foam, insufficient taping of foam covering.
 Incorrect insulation order, large void from missing pipe covering on the main, misuse of spray foam.
Incorrect insulation order, large void from missing pipe covering on the main, misuse of spray foam.
 Large void from using the wrong size pipe covering.
Large void from using the wrong size pipe covering.
 Void from poor insulation fitment around pipe coupler.
Void from poor insulation fitment around pipe coupler.
 Void from poor insulation fitment around pipe coupler.
Void from poor insulation fitment around pipe coupler.
 No sealant on jacketing laps, thin plastic sheathing in lieu of proper vapor barrier, lack of taping on pipe covering.
No sealant on jacketing laps, thin plastic sheathing in lieu of proper vapor barrier, lack of taping on pipe covering.
 Poor fitment of aluminum cap (doming or bulging), no sealant around valve stem and no access to packing nut for maintenance.
Poor fitment of aluminum cap (doming or bulging), no sealant around valve stem and no access to packing nut for maintenance.
 Insulation butt up to wall rather than continuing thru, instead loosely packed scraps of insulation in wall that achieve nothing.
Insulation butt up to wall rather than continuing thru, instead loosely packed scraps of insulation in wall that achieve nothing.